- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

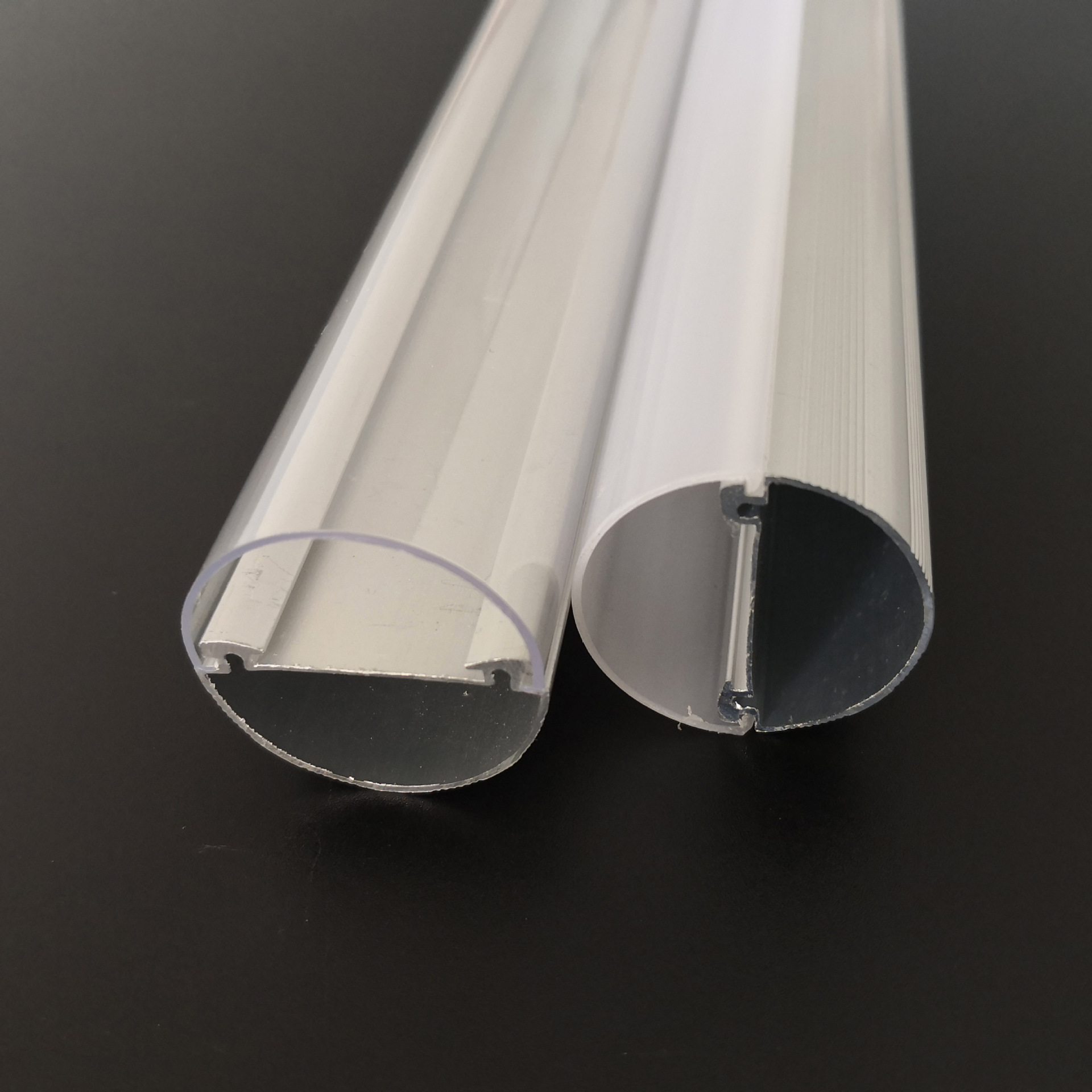
पीसी एक्सट्रूजन उत्पादनाचा अनुभव
सावधगिरी:
1. जेव्हा इंजेक्शनचा दबाव जास्त असतो, ट्यूबमधील तापमान खूप जास्त आहे किंवा राहण्याची वेळ जास्त आहे, त्यामुळे थर्मल विघटन, विकृतीकरण आणि भौतिक गुणधर्म कमी करणे सोपे आहे. हे लक्षात घ्यावे की साच्याचे तापमान 85°C ~ 120°C आहे. (1) 0.02% पेक्षा कमी आर्द्रता नियंत्रित करा; (2) 120°C वर 4 तास कोरडे करा आणि 150°C पेक्षा जास्त नको.
2. जाड तयार उत्पादने तयार करणे विशेषतः कठीण आहे, कारण तयार उत्पादने अवशिष्ट तणावासाठी प्रवण असतात, ज्यामुळे भविष्यात क्रॅक होऊ शकतात, म्हणून द्रव रिलीझ एजंट ऐवजी चूर्ण सिलिकॉन वापरणे चांगले आहे.
3. फॉर्मिंगसाठी उच्च तापमान आणि उच्च दाब आवश्यक आहे आणि स्क्रू प्रकार तयार करणारे शटल वापरणे आवश्यक आहे.
4. वापरण्यापूर्वी सामग्री पूर्णपणे वाळलेली असावी.
5. गेट आणि रनर डिझाइनमध्ये एक लहान प्रवाह प्रतिरोध असावा.
6. मोल्ड केलेले उत्पादन भिंतीच्या जवळ जाडीसह डिझाइन केले पाहिजे आणि धातूचे भाग टाळले पाहिजेत. शिवाय, मागे घेण्याचा उतार 2° पेक्षा जास्त असणे आवश्यक आहे.
7. मोल्डिंग संकोचन दर 0.4%~0.7%, विशिष्ट गुरुत्व 1.2~1.5.
8. हीटिंग तापमान 230~310℃, मोल्ड तापमान 80120℃, मटेरियल ट्यूब तापमान 260~310℃, इजेक्शन मटेरियल तापमान 280~320℃, इंजेक्शन प्रेशर 800~1500kg/cm2, किमान ऑपरेशन तापमान 260°C.
9. डिह्युमिडिफायिंग ड्रायर वापरा, कोरडे तापमान 105~120°C आहे (0.02~0.03% खाली), यास 24 तास लागतात, मटेरियल पाईप तापमानाचा पहिला भाग 260~270°C आहे; दुसरा विभाग 260 ~ 270 डिग्री सेल्सियस आहे; तिसरा विभाग पहिला टप्पा 240~250°C आहे; चौथा टप्पा 220 ~ 230 डिग्री सेल्सियस आहे; मोल्ड पृष्ठभागाचे तापमान 40 ~ 60 डिग्री सेल्सियस आहे. तापमान सेटिंग: नोजल 230~300℃, पुढचा विभाग 260~280℃, मध्यम विभाग 265~275℃, मागील विभाग 250~270℃; स्क्रू स्पीड 40~160rpm, मोल्ड तापमान 80^120℃, इंजेक्शन प्रेशर 1000~1400kg/cm2, बॅक प्रेशर 5-15kg, स्क्रू कॉम्प्रेशन रेशो 2.4, L/D 15~24.
जेई चीनमधील एक व्यावसायिक पीसी एक्सट्रूजन निर्माता आहे,
अधिक पीसी एक्सट्रूजन उत्पादनांसाठी, कृपया पहा: www.jeledprofile.com
तुम्ही देखील संपर्क करू शकता: sales@jeledprofile.com
दूरध्वनी/व्हॉट्सअॅप/वीचॅट: 0086 13427851163